




白车身门盖自动化装配系统简介
发布时间:2024-04-22 16:01 作者:管理员汪小渝、张成庆、任洁
(重庆赛力斯新能源汽车设计院有限公司,重庆渝北区 401100)
【摘要】:
我国的汽车行业自改革开放以来取得了长足的发展和进步,这种发展对汽车生产制造过程中应用自动化技术提出了更高的要求。在生产制造的过程中,需严格按照相关标准和要求进行制造,这样才能推动汽车制造行业实现真正的信息化和智能化。汽车焊装线上的车门装配工作极为繁重,在装配过程中会出现诸多问题。那么如何利用搭载有工业视觉系统技术的机器人达到车门装配智能柔性化的目的呢?本文将介绍一款基于机器人、视觉系统和拧紧系统相结合的白车身门盖自动化装配系统。该系统通过采集车门与车身的偏差数据(间隙和面差),AI系统自动计算得到各测量点补偿值以及车门最佳装配位置,使得车门与车身在装配后间隙与面差在设定的标准值内,从而有效提高汽车门盖装配的合格率以及减少人工对车门的调整量,实现白车身车门盖的自动化装配。
关键词:汽车生产制造;自动化装配;信息化应用;智慧化发展;
0 引言
在传统的白车身门盖装配线上,车门装配及调整主要依赖人工进行。这种生产方式在生产过程中大量消耗人力资源,且装配质量往往受到人为因素的影响。对主机厂来说,既增加了人力成本;又因员工技能水平差异,使得产品质量不稳定。因此,汽车行业急需加速在车门装配领域应用自动化、信息化、AI智能化控制技术,实现高精度柔性生产、监控、检测、诊断、维护、预警及管理等智能化控制。在此情况下,汽车企业能够进行多车型批量化和柔性化的生产,同时有效避免重复投资,合理减少一线生产人员岗位需求量和工作强度,最终提高汽车的品质[1,2]。
1 车门自动化装配系统介绍
车门自动化装配系统由输送定位系统、智能拧紧系统、自动装配系统组成。该系统采用自动送钉供给方式,可实现螺栓智能化拧紧装配。通过结合机器人AI视觉引导技术、NC系统、高速输送系统、柔性夹具等智能技术,可以实现自动化、智能化生产。
1.1 输送定位系统
螺栓与螺母均采用高精度振动盘式输送系统,并设定有检测开关。当物料消耗到设定程度时,系统可自动补充物料。该系统集成了输送、定位和检测功能,可以给机器人提供单个或多个螺钉。
白车身输送系统通过PLC控制的高速辊床滑橇将白车身传送到安装工位。通过升降辊床及底部柔性夹具对白车身进行精准定位,可满足多产品共线生产等各类需求[3]。
1.2 智能拧紧系统
在机器人拧紧系统中,智能拧紧枪具有一定浮动功能,可吸收零件一定范围内的尺寸波动,从而提高拧紧成功率。拧紧机拧紧控制器具备自动采集、储存及上传拧紧数据和曲线(数据与零件号一一对应)的功能,在数据实时传输时,系统会将每次拧紧数据及拧紧曲线数据(包括不合格拧紧轴曲线数据)进行实时传输。拧紧机控制器需具备拧紧结果统计、分析功能、曲线查看及分析功能。在信息采集系统出现通讯故障的情况下,待通讯恢复后,保证系统能够读取控制器存储的历史数据,以保证数据采集的连续性和完整性。系统可记录保存力矩值,并可追溯查询,还会将数值传送给质量控制系统。系统具有根据车型变化,自动切换套简的功能。拧紧力矩可根据车型变化,自动调整至工艺要求力矩,并且对扭矩实时监控与反馈,提供稳定保障,保证拧紧质量。机器人可同时拧紧单颗或者多颗螺栓。
2自动化装配介绍
车门总成作为白车身关键零部件,具有美观、安全、舒适、方便等作用,所以在汽车白车身车门的装配过程中,整车装配的间隙及面差非常重要,是汽车美观的重要指标,并且外观品质和用户体验感的高要求还决定了产品的生产质量、效率和稳定性。因此,整车的品质和观感效果在很大程度上受车门总成制造精度的影响[4]。所以,在整个车门装配及调试过程中,车门精度的控制和间隙面差的保证成为重点和难点。
2.1 自动装配工艺介绍
通过PLC控制,辊床滑橇带着白车身传送到安装工位,通过升降辊床及底部夹具对白车身进行精准定位。装配机器人搭载多个激光检测器实时扫描和测量白车身骨架的关键点(产品关键点——孔、面、点等组成,由设计、工艺、尺寸等相关专业人员共同确认)。通过这些数据,视觉系统可以计算出车门与门框间最佳的匹配姿态[5]。在安装机器人完成最佳匹配后,拧紧机器人携带拧紧设备完成螺栓拧紧,最终完成车门的装配。其中测量、计算、匹配、安装、拧紧所有工作在一个设计节拍内完成。在生产线的理想状态下,这一技术极大提升了四门的装配效率和精度,有效的解决了人为装配可能造成的产品一致性差的问题。
2.2 智能装配方案布局
本文介绍的白车身门盖自动化装配系统生产线布置如图1所示。
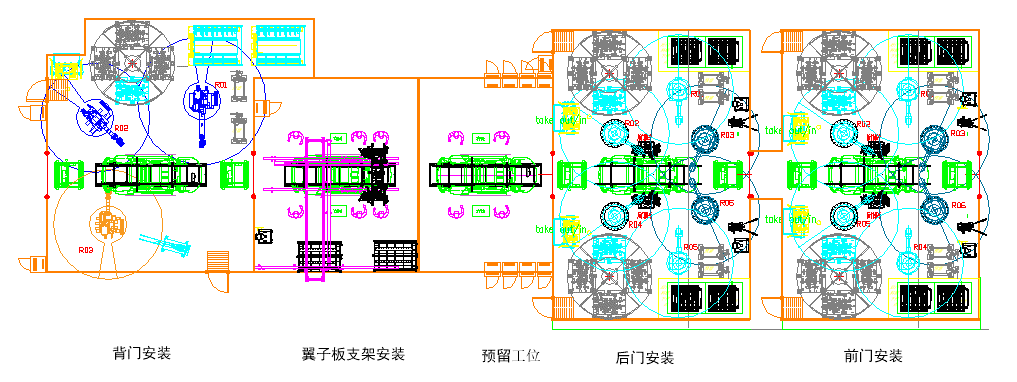
图1 四门及背门产线布置方案
2.3 工艺流程(以背门安装为例)
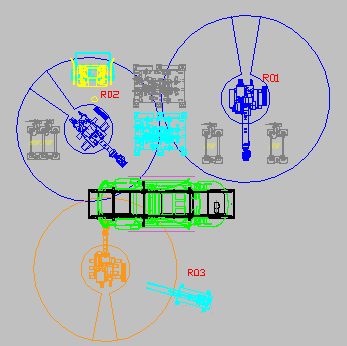
图2 生产线设备布局图
(R1:抓件机器人;R2:安装机器人;R3:拧紧机器人(车身侧))
(一)R01(抓件机器人)采用视觉拍摄从精度料框抓取背门放置于对中台。
(二)R02(安装机器人)通过固定轨迹从对中台抓取背门,然后移动至背门安装区域。
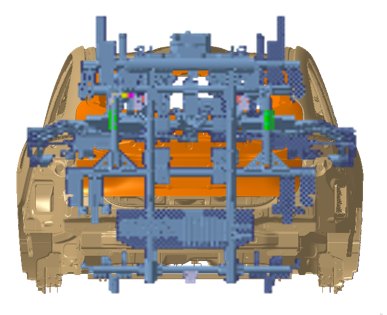
图3
(三)R02抓取背门安装至白车身(通过 3D 视觉相机对门框进行拍摄,识别和提取其孔、面和轮廓等特征,通过AI算法计算出车门与门框各选取位置的间隙及面差。然后,进一步AI计算出背门相对于车身的最佳装配间隙和面差,从而实现最佳装配效果[1])。
背门视觉引导机器人在车身上扫描点及坐标系建立 4Z-4Y-2X;见图4-1和4-2;
视觉引导扫描左、右侧围A灯主定位孔确定车身扫描位置(补偿视觉扫描位置偏差);
前部扫描背门铰链安装面,后部扫描侧围与背门DTS面差匹配面确定Z向坐标;
前部扫描背门玻璃与侧围DTS间隙匹配面,后部扫描背门与侧围DTS间隙匹配面确定Y向坐标;
后部扫描背门与侧围X向匹配轮廓确定X向坐标;
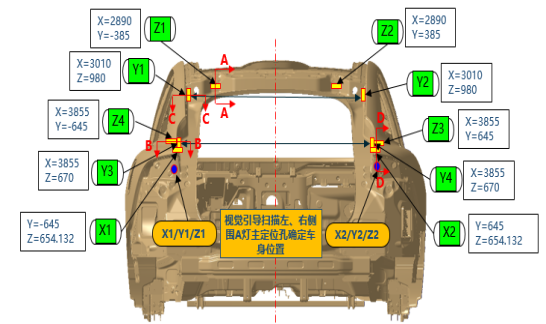
图4-1 车身定位基准体系
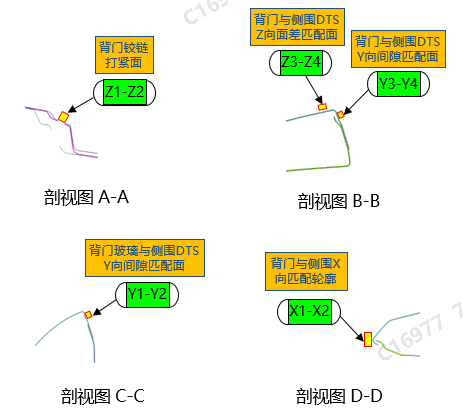
图4-2 车身定位基准体系
特征孔 >相机特征平面 >激光点传感器
特征轮廓 >线扫描传感器
背门总成在自动装配机器人上的定位及装配基准体系建立4Z-2X-2Y;见图5-1和5-2;
自动装配机器人视觉引导扫描背门前部外板工序定位孔建立上部X、Y向坐标;
视觉引导扫描背门后部Y向(Y2-Y3)建立后部Y向坐标(系统自动计算拟合Y0位置);
视觉引导扫描背门上部4处Z向型面(Z1-Z4)建立Z向坐标(系统自动拟合背门基准体系);
机器人自动抓取背门总成(6Z-4X-3Y),X3-X4、Z5-Z6为辅助基准仅抓手定位使用。
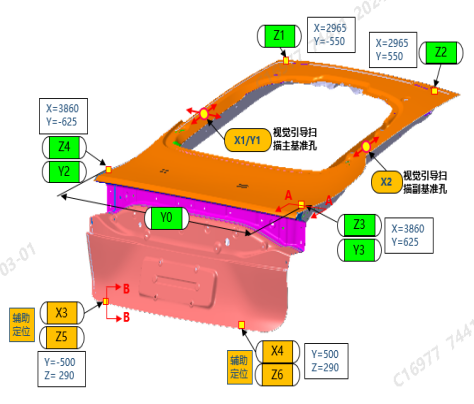
图5-1背门定位基准体系
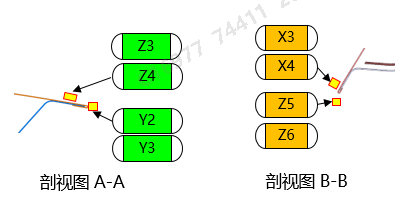
图5-2背门定位基准体系
(四)R02机器人抓取背门与白车身进行扣合。
(五)拧紧完成后R02继续对背门选取点进行测量,确认安装后的间隙面差是否在最佳点。
待背门总成自动打紧完成,进行第二次视觉扫描;

图6 背门在线监测位置以及标准
背门与侧围计算结果
序号 背门与侧围区域 目标公差 计算结果
±3σ 超差率
1 背门相对于侧围间隙 ±1.0 ±0.9 0.12%
2 ±0.88 0.10%
3 ±0.89 0.04%
4 +0.8 0.02%
1-4 背门相对于侧围间隙平行度 1.0 0.79 0%
1 背门相对于侧围面差 ±1.0 ±0.78 0%
2 ±0.77 0%
3 ±0.81 0.02%
4 ±0.8 0.02%
1-3 背门相对于侧围面差平行度 1.0 0.77 0%

(六)如安装后的间隙存在偏差,则R03会在R02测量的数值下松动车身侧螺栓进行微调,然后再次拧紧螺栓。
(七)R03拧紧完成后传感器再次测量背门与侧围之间的间隙及面差,软件显示并记录数据,用于后期追溯以及下一辆车的叠加计算。
3 自动化装配优点
自动化装配系统能显著降低调整线上门盖装配的工作量,提高装配精度,减少白车身返修率及后续工位调整工作量,从而有效提高生产效率,更利于节拍控制。汽车制造行业使用自动化装配系统不仅能够满足自动化和智能化的发展要求,还能够减少相应的人力劳动,保证生产效率,同时提升汽车生产的品质和质量。自动化装配技术也可以避免人员操作所造成的误差,相对于传统生产工艺,机器人智能化装配车门有以下几点主要优势[1,6]:
(1)人力成本低。采用机器人智能化装配方式,单工位约节省2人,有效降低了人力成本,同时也降低了工人的劳动强度。
(2)自动化程度高。使用机器人与视觉自动装配系统可使门盖装配实现完全自动化。
(3)生产节拍固定。机器人与视觉自动装配的结合可以使生产节拍更加固定,使生产线更加流畅。
(4)返修率低。装配合格率可保证在 99%以上,返修率降至1%以下,可以有效降低因人为因素导致的产品质量波动,极大提高产品合格率。
(5)信息采集方便。可以通过机器人与视觉自动装配系统实时将车门的装配及调整数据上传到软件系统,显示并记录所有数据,用于后期追溯以及下一辆车的叠加计算。在工艺过程监控和优化的过程,通过对这些数据的波动趋势进行分析,可以获得有力的数据支持,进而不断完善产品品质。
(6)提升员工安全性。在传统的汽车生产当中,人力是完成汽车生产的主要方式之一,这也意味着一些危险系数较高的操作需要依靠人工来完成,这使得车间员工在工作中都承受着一大部分安全隐患,这种安全隐患会对生产效率产生负面影响,同时,员工自身的生命财产安全也会影响到企业自身的经济效益。若出现危险,不仅要赔偿大量资金,也会对企业的形象造成一定程度的破坏,不利于企业未来的长远发展。自动化装配技术的应用,能够将危险系数较高的操作交由机器人完成,提升了车间直接员工自身的安全性,使得员工可以更加放心、更加高效进行工作,智能化的应用也能够树立企业自身的正面形象,也更有利于企业吸纳相应技术人才。
4 结束语
智能化和自动化在未来的汽车制造领域愈发重要,为了推动产品研发和生产更高效化、自动化、信息化和智能化,我们需要不断地探索和尝试。通过采用先进的智能化和自动化技术,提高产品的质量和生产效率,降低成本,并增强产品的市场竞争力。
参考文献
[1] 郭峰. 基于机器人的汽车门盖智能装配的应用[J]. 汽车制造业, 2021, (08): 26 - 28.
[2] 白治新. 汽车发动机缸盖自动装配生产线设计[J].机械工程师, 2020(10): 81-83.
[3] 高丹, 田超. 基于智能识别的汽车离合器压盘自动装配生产线的设计[J].机床与液压, 2020, 48(07): 103-109.
[4] 杨玻. 汽车车门总成制造工艺浅析[J]. 模具制造, 2019, 19(08): 22 - 26.
[5] 郑星汇. 基于VMT BESTFIT的STFP技术应用[J]. 汽车工艺师, 2018, (04): 69 - 72.
[6] 郭峰. AI汽车制造业(智能制造). 2021年第08期: 26-28.
